پارامترهای مهم در انواع خم کاری ورق
در فرایند خمکاری ۵ پارامتر مهم داریم که قبل از آشنایی با انواع روش خمکاری به بررسی این ۵ پارامتر میپردازیم. پارامترها عبارتاند از:
- شعاع خم: در خم کاری شعاع خم در سه دسته خارجی، متوسط و داخلی قرار میگیرد. قالب استفاده شده و زاویه خمش توسط پارامتر شعاع خم مشخص میشود.
- ضخامت مواد اولیه: در انواع خم کاری ورق باید به ضخامت مواد اولیه توجه شود. هر چقدر ضخامت بیشتری داشته باشد مواد اولیه، در فرایند خمکردن باید از نیروی بیشتری استفاده شود.
- زاویه خم: باتوجهبه ضخامت ورق و کاربرد آن پارامتر زاویه خم مشخص میشود.
- طول لبه نسبت به منطقه خم: این پارامتر مشخص میکند که از چه روش و دستگاهی برای خمکاری استفاده شود. جهت تعیین میزان فشار وارده بر ورق فلزی برای خم کردن این پارامتر تعیینکننده است.
- عرض ورق: عمق خم کردن قالب استفاده شونده و مکان و نقطه اصلی اعمال فشار بستگی به پارامتر عرض ورق دارند.
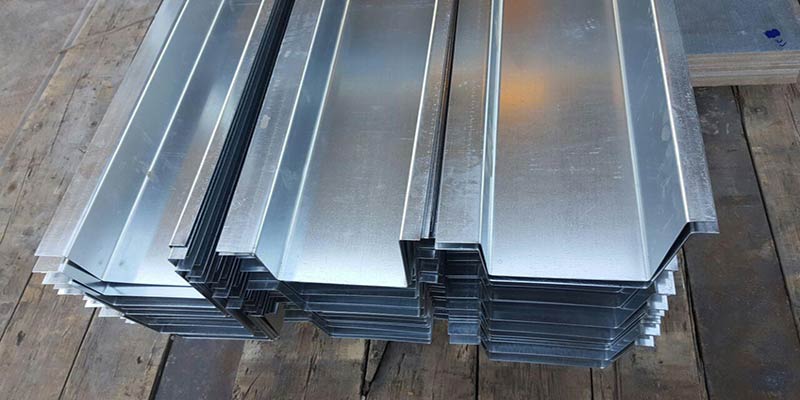
روش های خم کاری ورق
باتوجهبه ضخامت جنس ورق استفاده شده و طرح موردنظر روش های خم کاری انواع ورق های فلزی متفاوت است و روشهای مختلف و دستگاههای کاربردی متفاوتی وجود دارد. باتوجهبه این موارد خمکاری ورق به دو روش کلی انجام میشود که عبارت است از:
- خم کاری با سرد کردن ورق
- خم کاری با گرم کردن ورق
روش اعمال نیرو به ورق و نوع نیروی وارد شده تفاوت اصلی در انواع روشهای خمکاری است. برایناساس روش های خم کاری ورق عبارتاند از:
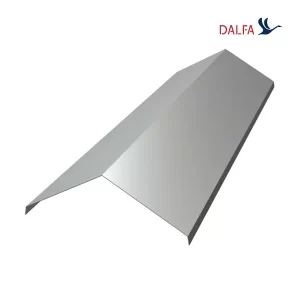
۱. انواع خم کاری ورق؛ خم کاری چرخشی
در خم کاری ورق به روش چرخشی دستگاه مجهز به دو تکیهگاه منحنی است که این دو تکیهگاه بر روی یک محور به یکدیگر متصل میشوند. ورق موردنظر در خم کاری چرخشی بر روی محور قرار میگیرد و نیروی فشار تحت پرس به شکلی وارد میشود که دونیم دایره به هر سمت چرخیده و زاویه تشکیل میدهند. ورق فلزی موردنظر که بر روی این دو نیمدایره قرار دارد تحت همان زاویه خم میشود. در روش خم کاری چرخشی رایجترین نوع دستگاه دارای ۲ رول نیمدایره شکل است؛ اما در بازار دستگاههایی هستند که از یک رول نیمدایره تشکیل شدند.
- ۰ ۰
- ۰ نظر